








Inductors, coils and magnetic cores are key components in power modules, filters, automotive electronic control units, communication equipment and industrial control systems.
During transportation vibration, equipment operation and temperature cycling, inductors may shift, and magnetic cores can become loose due to mechanical shock. Solder joints bear sustained loads from component weight and vibration, which easily leads to fatigue cracking.
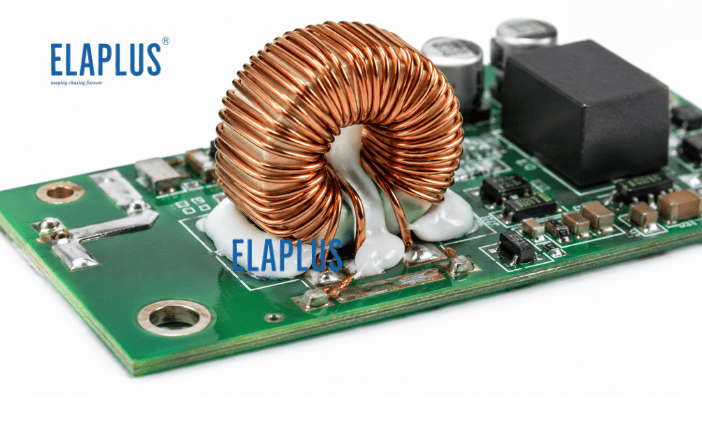
Applying fixing adhesives to structurally reinforce inductor bases, magnetic cores and coils can share stress on solder joints and improve long-term reliability.
I. Three Core Considerations for Selecting Inductor Fixing Adhesives
Can the adhesive stay in the designated area?
Inductors are usually surrounded by pads, pins and other components. Adhesives with excessive fluidity tend to flow and contaminate restricted zones.
For local fixation, high-thixotropy paste materials are recommended. If penetration into bottom gaps is required, moderate fluidity is necessary.
Can the cured adhesive withstand vibration?
Materials must deliver sufficient shear strength and hardness to prevent inductor displacement under mechanical vibration.
Can the adhesive withstand operating temperatures?
Inductors can experience significant temperature rise during operation. The glass transition temperature (Tg) and service temperature range of the fixing adhesive must cover actual working conditions.
II. Elaplus Recommended Products for Inductor Fixation
EP 2011: Two-Part Epoxy Structural Adhesive

EP 2011 is a grey two-part epoxy paste with slight sagging tendency.
Key Properties:
■ Hardness: approx. Shore D 83
■ Tg: approx. 55°C
■ Shear strength: approx. 16 MPa
■ Service temperature: -40 ~ 120°C
■ Suitable for large-area base bonding and room-temperature mixing processes
Recommended Applications:
■ Inductor base bonding
■ Fixation of coils and brackets
■ Structural bonding for general industrial electronic components
EP 1769: High-Thixotropy One-Part Epoxy Adhesive
EP 1769 is a grey paste one-part epoxy; viscosity approx. 300,000 cps; thixotropy index approx. 4.5.
Key Properties:
■ Hardness: approx. Shore D 80
■ Tg: approx. 140°C
■ Shear strength: approx. 28 MPa
■ Service temperature: -55 ~ 150°C
■ Recommended cure schedule: 120°C for 1 hour
Suitable for:
■ Magnetic core fixation of inductors
■ Bonding electronic components in high-temperature environments
■ Vertical surface and edge dispensing
■ Automated processes requiring precise dispensing profile retention
EP 1767: Black High-Strength Epoxy Fixing Adhesive
EP 1767 is a black paste one-part epoxy; viscosity approx. 260,000 cps; thixotropy index approx. 3.5.
Key Properties:
■ Hardness: approx. Shore D 85
■ Tg: approx. 125°C
■ Shear strength: approx. 22 MPa
■ Service temperature: -55 ~ 150°C
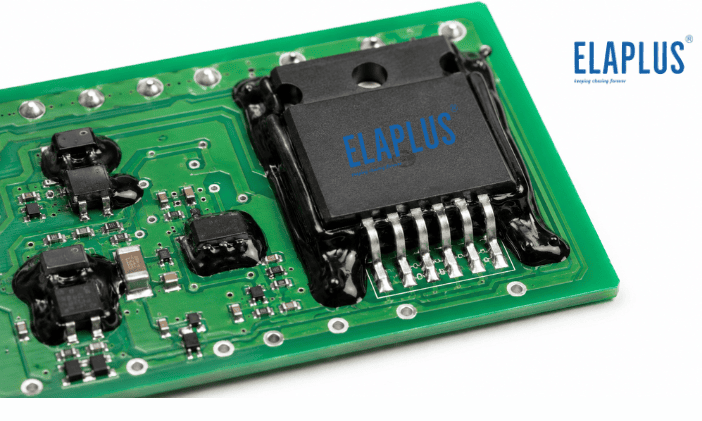
■ Black colour for applications requiring light shielding
Recommended Applications:
■ Fixation of black inductors and magnetic cores
■ Edge reinforcement of components
■ Structural reinforcement for solder joints and lead roots
EP 1763: Semi-Fluid One-Part Epoxy Adhesive
EP 1763 is grey semi-fluid epoxy; viscosity approx. 60,000 cps; thixotropy index approx. 1.5.
Key Properties:
■ Hardness: approx. Shore D 80
■ Tg: approx. 130°C
■ Shear strength: approx. 22 MPa
■ Service temperature: -55 ~ 150°C
■ Recommended cure schedule: 120°C for 1 hour
Compared with high-thixotropy grades, EP 1763 features better flow and wetting performance, ideal for structures with gaps under inductors requiring moderate adhesive penetration.
III. Selection Guide for the Four Inductor Fixing Adhesives
| Application Requirement | Recommended Grade |
| Two-part system for general structural bonding | EP 2011 |
| High thixotropy, high Tg and high shear strength | EP 1769 |
| Black colour with high-strength fixation | EP 1767 |
| Moderate fluidity for penetration into bottom gaps | EP 1763 |
| Maintain dispensing shape after automated dispensing | EP 1769 / EP 1767 |
| Gap filling under inductor bases | EP 1763 |
IV. Common Failure Mechanisms of Inductor Fixing Adhesives
Insufficient substrate wetting by adhesive
Oil, dust and release agents on magnetic cores, metal bases or PCB surfaces will cause interfacial delamination.
Improper dispensing location
If adhesive only bonds to solder mask or component edges, the effective bonding area is inadequate, leading to loosening under vibration.
Excessive adhesive flow
Low-viscosity adhesive migrating onto pins or pads may impair soldering and electrical connections.
Insufficient curing temperature
Set oven temperature does not equal actual temperature of the adhesive layer. Large inductors and heavy metal structures heat up slowly; actual workpiece temperature and holding time must be verified.
V. Conclusion on Inductor Fixing Adhesive Selection
Higher viscosity does not always equal better performance for inductor fixing adhesives.
When vertical dispensing and precise bead geometry are required, priority should be given to thixotropy. For penetration into bottom gaps, appropriate fluidity is essential. For high-temperature inductors, attention must also be paid to Tg, shear strength and long-term thermal resistance.
Elaplus product portfolio consisting of EP 2011, EP 1769, EP 1767 and EP 1763 covers two-part structural bonding, high-thixotropy fixation and semi-fluid penetration filling, meeting diverse requirements for fixing inductors, magnetic cores and other electronic components.


