Application of motor magnetic ring bonding case: EP 2012 epoxy adhesive helps to combine high strength and high reliability
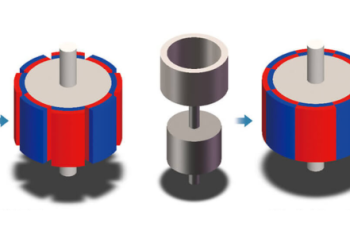
In modern motor manufacturing, the bonding process of magnetic rings (magnetic steel, magnetic tiles) directly affects the balance and long-term reliability of motor operation. With the development of motors towards high speed and high efficiency, traditional adhesives are prone to problems such as delamination and strength attenuation under high temperature and centrifugal force. How to achieve high-strength, temperature resistant, and stable magnetic ring bonding in a limited space has become a common technical challenge faced by manufacturing enterprises. Motor magnetic ring bonding 1、 Project BackgroundThe magnetic ring adhesive used by the customer in the production process has a slow curing speed and insufficient bonding strength, resulting in loose magnetic rings and significant thrust fluctuations during high temperature and vibration testing. The main issues include:Adhesive strength does not meet the standard: there is a risk of slip in the magnetic ring under centrifugal load;Poor thermal stability: After 80 ° C thermal cycling, the thrust value fluctuates by more than 10%;Long curing time: limited production pace, difficult to meet the requirements of rapid assembly;Complex surface treatment: high cleaning requirements for adhesive substrates, which can easily affect consistency.In response to the above issues, ELAPLUS recommends customers to use EP 2012 epoxy adhesive and achieve a dual improvement in magnetic ring bonding strength and batch production efficiency through process optimization. 2、 Adhesive requirements and process parametersGlue requirements:Colloidal color: black;Curing conditions: 80 ° C for 1 hour;Thrust requirement: Stable at around 800 N;Adhesive materials: iron core metal and magnetic ceramic.Process suggestion:A. Mix component B evenly in a weight ratio of 100:45;Apply evenly to the clean and dry adhesive surface;After settling and draining the bubbles, proceed with assembly and positioning;Curing at 80 ° C for 1 hour, or curing at room temperature for 24 hours.After verification, this process balances production efficiency and adhesive strength, and significantly…

